
Завод жаток
Когда говорят ?завод жаток?, многие сразу представляют огромные цеха и конвейеры, штампующие одинаковые узлы. Но на деле, ключевое — это не масштаб, а понимание, как эта жатка поведёт себя в реальном поле, на разной влажности, на разной почве, с разной кукурузой. Именно здесь кроется главный разрыв между ?произвели? и ?сделали рабочую машину?.
От чертежа до первой стерни: где теряется эффективность
Возьмём, к примеру, производство кукурузных жаток. Казалось бы, всё просто: режущий аппарат, мотовило, шнек. Но если геометрию подводящих пластин рассчитать только по кабинетным нормам, без поправки на полеглый хлеб, первые же испытания покажут сбой. Масса будет забиваться, а не подаваться. Мы в своё время на этом обожглись, пытаясь адаптировать старые схемы под более интенсивные гибриды.
Частая ошибка — чрезмерное внимание к максимальной производительности в идеальных условиях. На практике, надёжность при работе на скоростях 6-8 км/ч в условиях российской осени важнее, чем цифры для 10 км/ч на стенде. Именно поэтому на заводе жаток ООО Шицзячжуан Тяньчжун Производство Сельскохозяйственной Техники (информация о компании доступна на https://www.cntz.ru) акцент смещён на испытания в различных почвенно-климатических зонах, а не только на сборку.
Конкретный пример: регулировка зазоров в режущей паре. В теории — строго по паспорту. Но если не учитывать естественный износ шарниров и растяжение ремней уже через 50-70 моточасов, этот зазор уйдёт, и потери зерна возрастут. Поэтому в документации теперь сразу прописываем не одно значение, а коридор и методику проверки в полевых условиях силами механизатора.
Материалы, которые работают, а не просто соответствуют ГОСТ
Сталь для ножей — отдельная история. Использование слишком твёрдой, ?износостойкой? стали часто приводит к хрупкости и отлому кончиков при встрече с камнем. Слишком мягкая — быстро затупляется. После ряда проб, включая довольно дорогие импортные сплавы, пришли к комбинированному решению: основа — вязкая сталь, а на режущую кромку наплавляется особый состав. Это не ноу-хау, но результат именно в снижении количества простоев.
И здесь снова важен подход завода жаток как системы. Недостаточно купить хороший металл. Нужно контролировать температуру при термообработке каждой партии, иначе твёрдость будет ?плясать?. На нашем производстве был случай, когда из-за сбоя в печи целая партия пальцев получилась пережжённой. Пришлось всё пустить в переплавку, но это дешевле, чем репутационные потери от поломок у клиентов.
Ещё один момент — покраска. Казалось бы, мелочь. Но если грунт нанесён плохо, а финишный слой слишком тонкий, уже через сезон появятся очаги коррозии, особенно на нижних поверхностях. Это не влияет на работу напрямую, но сильно бьёт по восприятию качества. Клиент видит ржавчину и думает: ?Значит, и внутри сэкономили?.
Узлы, которые решают всё: мотовило и шнек
Конструкция мотовила — это постоянный компромисс. Длинные пальцы лучше поднимают полеглые стебли, но больше шансов наматывать массу. Короткие — чище работают, но могут пропускать. После долгих наблюдений склоняемся к телескопической, регулируемой конструкции. Да, она сложнее и дороже в производстве, но позволяет механизатору подстроиться под условия конкретного поля.
Шнек — сердце жатки. Здесь главная беда — неравномерность подачи массы к окну выброса. Если шнек отцентрован плохо или его лопасти имеют неидеальную геометрию, создаются зоны уплотнения и разрежения. Это ведёт к неравномерной нагрузке на ротор комбайна и, в итоге, к вибрациям. Проверяем это не только статически, но и на специальном стенде, имитирующем подачу массы.
Сборка: где теория встречается с практикой сварщика
Даже идеальные детали можно испортить на этапе сборки. Прецизионная сварка каркаса — критически важна. Перекос рамы даже на 3-5 миллиметров приведёт к тому, что жатка будет ?гулять? относительно комбайна, и одна сторона будет резать выше, другая ниже. Контроль ведётся по кондукторам и шаблонам, но окончательный вердикт выносит замер по диагоналям готового изделия.
Часто упускают момент с обкаткой. Собранную жатку нельзя сразу отгружать. Нужно ?погонять? её на холостом ходу, проверить балансировку всех вращающихся узлов, убедиться в отсутствии течей в гидросистеме (если она есть). Это та самая ?последняя миля? качества, которую, в погоне за планом, иногда пытаются сократить. Нельзя.
Вот, кстати, о гидросистеме. Решение оснастить жатку собственными гидроцилиндрами для регулировки высоты среза — спорное. Добавляет стоимости и точек потенциальных протечек. Но для хозяйств с большими перепадами рельефа это бывает оправдано. Однако нужно чётко сегментировать продукт: для ровных полей — механическая регулировка, для сложных — гидравлика. Универсальное решение здесь часто проигрывает.
Логистика и послепродажка: без этого завод — просто цех
Произвести — полдела. Нужно доставить, причём так, чтобы жатка приехала не в виде набора деталей от ударов в пути. Конструкция упаковки и крепления на трале — это продолжение производства. Мы используем деревянные каркасы, которые фиксируют жатку за основные силовые элементы, а не за декоративные кожухи.
А послепродажная поддержка... Наличие запчастей на складе — индикатор серьёзности завода жаток. Речь не обо всём, а о быстроизнашиваемых деталях: ножах, пальцах, ремнях, подшипниках. Если клиент ждёт запчасть месяц, он в следующий раз купит другую марку. Сайт cntz.ru в этом плане работает как каталог и точка входа для заказа, что упрощает процесс.
Итог прост. Завод жаток — это не про здания. Это про культуру, где инженер думает о грязи в подбарабенье, технолог — о доступности ключа для регулировки в поле, а директор — о том, чтобы на складе всегда были те самые подшипники. Когда это сходится, получается не просто изделие, а рабочий инструмент. Как у той же ООО Шицзячжуан Тяньчжун, которая, специализируясь на кукурузных жатках, по сути, продаёт не металл, а уверенность в уборке. Всё остальное — детали.
Соответствующая продукция
Соответствующая продукция





Самые продаваемые продукты
Самые продаваемые продукты-
 Обновленная версия 2025 для колёсных машин
Обновленная версия 2025 для колёсных машин -
 Кукурузная жатка 3-рядная
Кукурузная жатка 3-рядная -
 Сито из вогнутой пластины
Сито из вогнутой пластины -
 Сборочный узел отбора кукурузных початков
Сборочный узел отбора кукурузных початков -
 Лёгкая высокоскоростная роторная жатка
Лёгкая высокоскоростная роторная жатка -
 Трепальный барабан
Трепальный барабан -
 Специализированный ситовой ящик
Специализированный ситовой ящик -
 Кукурузная жатка 6-рядная для зерновых культур
Кукурузная жатка 6-рядная для зерновых культур -
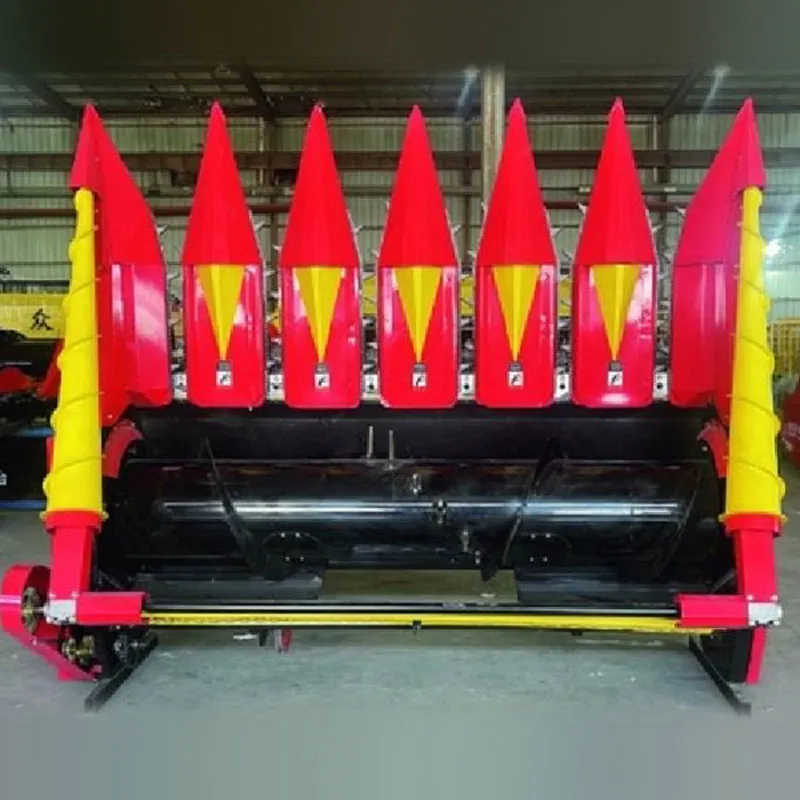
 Кукурузная жатка 7-рядная
Кукурузная жатка 7-рядная -
 Боковой закрытый привод
Боковой закрытый привод -
 Кукурузная жатка 9-рядная
Кукурузная жатка 9-рядная -
 Жатка для зерновых культур
Жатка для зерновых культур
Связанный поиск
Связанный поиск- Кукурузная жатка джон дир 12-рядная
- Купить зерноуборочный комбайн дон на авито
- Мобильная дробилка для щебня купить
- Кукурузная жатка джон дир малого класса
- Зерноуборочный комбайн кировец
- Кукурузная жатка джон дир среднего класса
- Кукурузная жатка 10-рядная
- Кукурузная жатка крас 8-рядная
- Комбайн нарезка кубиками купить
- Зерноуборочный комбайн кзс 1218



